


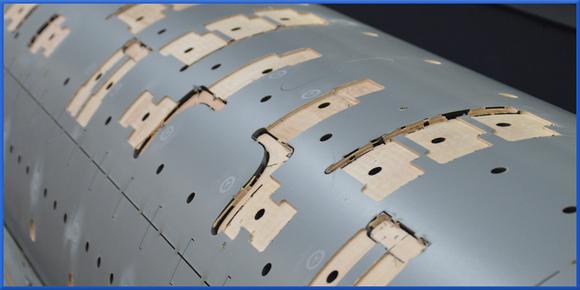
Die neu entwickelte und hochmoderne ProRot 3000 ist zur Laserbearbeitung von Rotationshalbschalen konzipiert. Zusätzlich steht auf Wunsch eine weitere gesteuerte Achse mit einer Frässpindel zur Verfügung, mit der sich alle Arten typischer Oberflächenfräsungen in Rotationshalbschalen durchführen lassen. Das Aufspannkonzept für die Halbschalen ist auf Präzision ausgelegt. Bei der Entwicklung haben wir darauf geachtet, dass alle mechanischen Elemente der Aufspannung außerhalb der thermischen Wirkung des Laserstrahls bleiben. Während des Schneidprozess ist der Arbeitsraum vollständig geschlossen, in Verbindung mit einer leistungsstarken Absaugung wird das Austreten von Rauchgase minimiert.
Die Vorbereitung der Halbschalen wird entweder außerhalb der Maschine auf einer separaten Rüststation durchgeführt oder Ihre Maschine verschraubt – entsprechend ausgerüstet – die Halbschalen in einem automatisierten Prozess auf den Stützscheiben.
Die Steuerung der Maschine erfolgt komfortabel über eine graphische Bedienoberfläche. Dazu setzen wir einen Touch Screen ein und bieten eine intuitive Bedienerführung. Die Eingabe der notwendigen Parameter zu Materialien und Schnitt ist logisch und übersichtlich strukturiert, Sicherungsroutinen helfen unabsichtliche Fehler zu vermeiden. Im täglichen Betrieb ist mit einem Minimum an Eingaben die nächste Bearbeitung definiert und die Maschine startbereit. Gestützt wird dies durch umfangreiche Material- und Parameter-Datenbanken. Schnittkorrekturen können jederzeit ausgeführt werden.
Die Maschine arbeitet im Netzwerk, neben einer einfachen Datenübertragung ermöglicht dies Hilfestellung unsererseits durch Fernwartung.
• Stabile Schweißkonstruktion als Grundgestell
• Gantryantriebe, links und rechts an der Rotationseinheit
• linear Führungen
• ROD Meßsystem
• Wasserrückkühler mit 2 separaten Kühlkreisläufen für Optik und Laserquelle
• Rauchabsaugung über Öffnungen im Bodenbereich des Maschinengestell
• Laserschnitt im CW oder Puls Mode
• TouchScreen Steuerung mit Grafikbildschirm
• editierbare Materialdatenbank zum Speichern materialabhängiger Schneidparameter
• LAN-Datenübertragung der Schneidfiles from Server
• Remote Control/Fehleranalyse für Internet/Intranet
• Wiedereinstieg in Schneidprogramme nach Stromausfall
• Quick Mount Rotationseinheit
• pneumatische Spanner für die Rotationsstützscheiben
• minimaler Gasverbrach der Laserquelle
• minimaler Wartungsaufwand an Laserquelle und Anlage
• Laserquelle ist seitlich am Maschinengrundgestellt montiert
• elektrischer Schaltschrank ist in das Maschinengestell integriert
• Sicherheitseinrichtungen durch Verkapselung des Schneidbereich
• Adsorptionstrockner mit Aktivkohlefilter zur Aufbereitung von Öl- und Kondensatfreier Druckluft zum optimalen Schutz der Optiken
• Laser mit Fast Sensor ausgerüstet
• Laser mit Rampengenerator ausgerüstet

Standard Ausstattung:
• Rofin Sinar Slab 3 Laserquelle
• Wasserrückkühler
• Absaugventilator 3 x
• Standard Laseromb Nozzle zum Schneiden von Stanzformen
• Crashprotect für Schneidnozzle
• Sicherheitseinrichtungen
• TouchScreen Controller mit Grafikbildschirm
• durchsichtiges Rollo an der Maschinenvorderseite
Verfügbare Modelle:
ProRot 3000:
Arbeitsbereich 174 mm –808 mm Innendurchmesser, 3000 mm Länge
Für ihre ProRot 3000 stehen eine ganze Reihe ergänzender Optionen zur Erhöhung des Automatisierungsgrades im Gesamtprozess zur Verfügung.
LaserScan
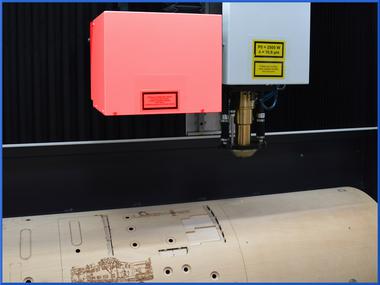
Es wird eine immer größer werdende Menge an Informationen auf die Stanzform graviert. Gerade bei Beschriftungen ist dies außerordentlich zeitraubend, da die Konturen sehr kleinteilig sind und die Bewegungsgeschwindigkeit beim Beschriftungsprozess somit sehr gering ist. Wir bieten Ihnen mit der Option LaserScan eine Möglichkeit die Prozesszeiten beim Gravieren drastisch zu verkürzen. Mittels eines Galvanometer Scanner wird der Laserstrahl mit Geschwindigkeiten von bis zu 12 m/s (720m/min) bewegt. Dabei wird jeweils eine quadratische Teilfläche von beispielsweise 200 x 200 mm beschriftet, danach wird die Scannereinheit neu positioniert und die nächste daran anschließende Teilfläche beschriftet. Die Aufteilung in Teilflächen erfolgt vollautomatisch, das herkömmliche Gravieren über die Lasernozzle kann wahlweise alternativ verwendet werden.
Anwendungsgebiet: schnelle Lasergravur von Beschriftungen, Positionsmarkierungen, Liniennummern, Logos, etc., Sondergravuren auf verschiedensten Materialien
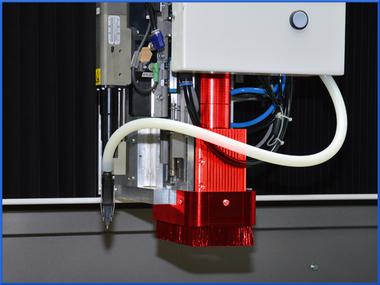
Gesteuerte Fräsachse mit automatischem Werkzeugwechsler
Gerade bei Rotationsstanzformen gehören Fräsbearbeitungen auf der Schalenoberfläche schon lange zum Alltag. In verschiedenen Anwendungen wie beispielsweise sogenannten „Evol-Dies“ wird eine große Zahl verschiedener Ausfräsungen notwendig. Wir bieten dafür eine zusätzliche Fräsachse an, die als unabhängige und gesteuerte Z-Achse mit einer 3,4 kW Spindel ausgerüstet wird und noch zusätzlich mit einem automatischen Werkzeugwechsler ergänzt werden kann.

Das Werkzeugwechselsystem verfügt über 4 freie Werkzeugplätze und einer Messstation zur Vermessung der Werkzeuglänge. Die Fräsarbeiten werden durch eine vorgelagerte Höhenabtastung unterstützt, damit ist sichergestellt dass auch bei unterschiedlicher Holzdicke eine gleichmäßige Frästiefe gewahrt wird.
Anwendungsgebiet: Alle typischen Fräsarbeiten für Posilock, Gummierung, Evol-Dies, Senkungen, Anfasungen, etc.
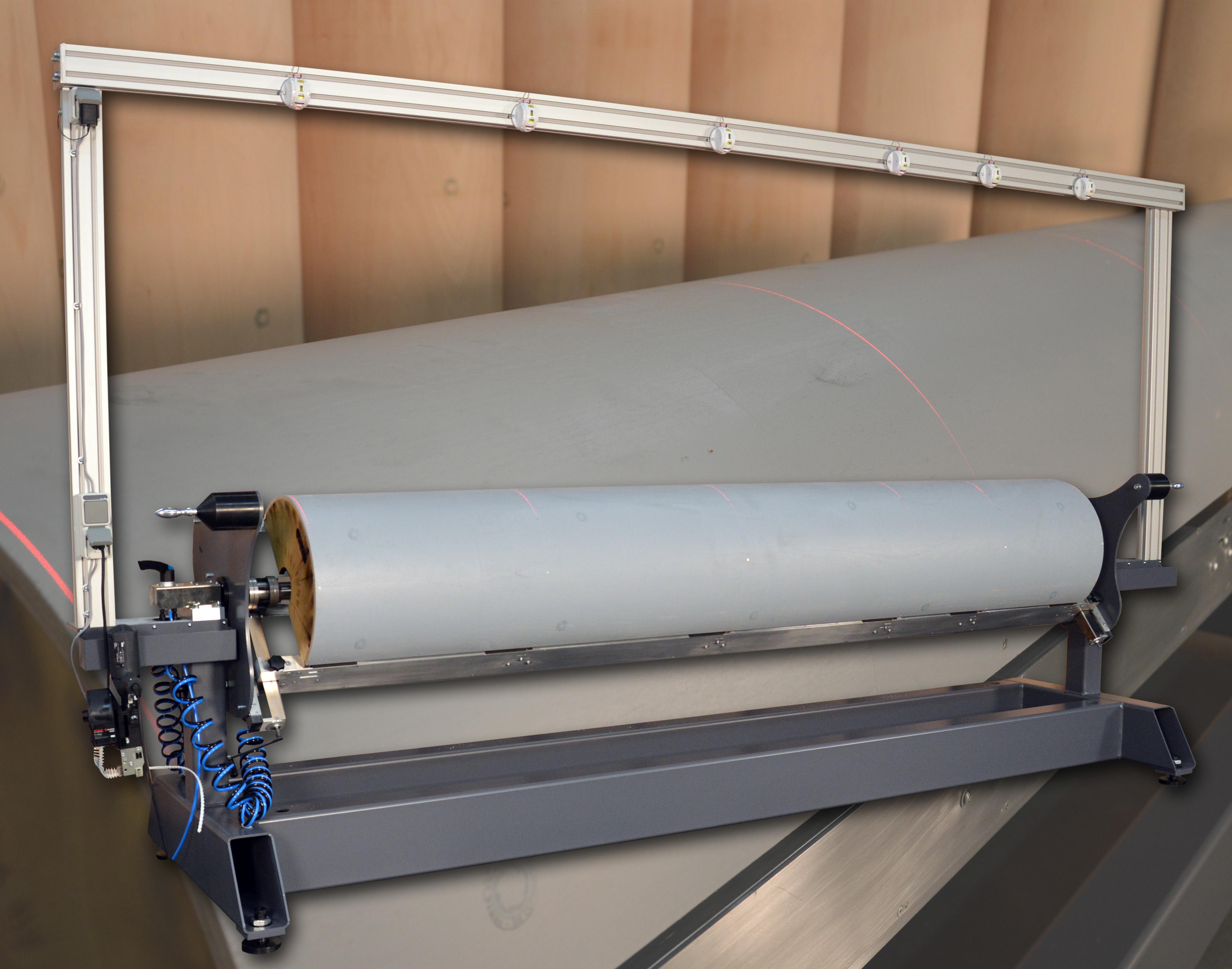
Externes Rüsten der Halbschalen
Die zusätzliche externe Rüststation ermöglicht es, die Halbschalen während der Maschinenlaufzeit vollständig für die Aufspannung in der Maschine vorzubereiten. Die Wechsel- und Rüstzeiten in der Maschine werden damit auf ein Minimum reduziert. Die Rüststation kann mit Laserpointern ausgestattet werden, welche die Schraubenpositionen auf der Oberfläche kenntlich machen. Ergänzend dazu kann eine Schraubereinheit geliefert werden, die über ein Schraubenmagazin verfügt und welche es zulässt die Schrauben ohne Vorbohren und Anfasen direkt einzubringen.
Automatisches Rüsten der Halbschale in der Maschine
Eine völlig neue Möglichkeit ist das automatische Verschrauben der Halbschalen in der Maschine. Die Halbschale wird auf die Stützscheiben aufgelegt, die Maschine erkennt Position und Länge der Halbschale und verschraubt diese selbständig bevor die Laserbearbeitung initiiert wird. Als wichtiger Vorteil in dieser Vorgehensweise ist eine automatische Kollisionserkennung für die Schraubenpositionen integriert. Besonders bei der Fräsbearbeitung sind Schrauben in den zu fräsenden Bereichen störend und verursachen Werkzeugschäden und Störungen im Ablauf.

Pneumatische Auswerfer
Option, die ein Ausheben der Schale aus den Spannschlössern ermöglicht.